Arrastra la imagen aquí o haz click para subirla desde tus archivos
Arrastra la imagen aquí o haz click para subirla desde tus archivos
| Imagen | SKU | Atributos | Stock | Precio | Agregar |
| 576081642049 | 50400 | 3,05 USD |
Si quieres adjuntar un archivo, arrástralo a este cuadro o haz click para seleccionarlo desde tu dispositivo
* No incluye costos de transporte e impuestos


aa









厂家承接铝合金高压铸件加工 铝合金砂型配件精密铸造支持打样
压铸铝合金有良好的使用性能和工艺性能,因此铝合金的压铸发展迅速,在各个工业部门中得到广泛的应用,用量远远高于其他
有色合金,在压铸生产中占有极其重要的地位。
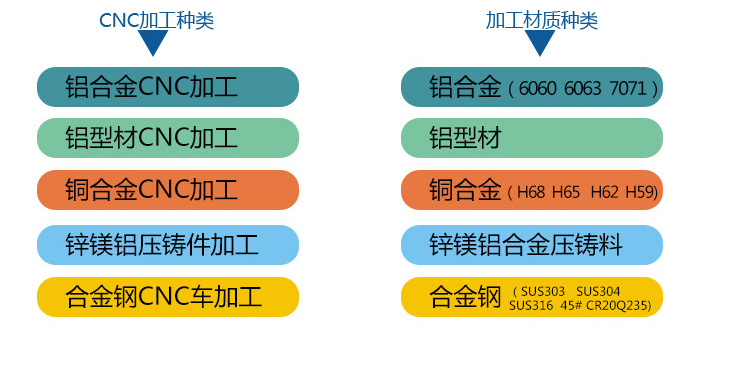
铝合金分为Al-Si合金、Al-Cu合金、Al-Mg合金、Al-Zn合金。
1、Al-Si合金:由于共晶Al-Si合金具有结晶温度间隔小、合金中硅相有很大的凝固潜热和较大的比热容、其线收缩系数也比
较小的特点,因此其铸造性能一般要比其他铝合金的好,其充型性能也好,热裂、缩松倾向比较小。
2、Al-Mg合金:Al-Mg合金的性能特点是:室温力学性能好;抗蚀性强;铸造性能比较差;力学性能的波动和壁厚效应都比较大
;长期使用时,有因时效作用而使合金的塑性下降,甚至压铸件出现开裂的现象;压铸件产生应力腐蚀裂纹的倾向也较大等
Al-Si合金
由于共晶Al-Si合金具有结晶温度间隔小、合金中硅相有很大的凝固潜热和较大的比热容、其线收缩系数也比较小的特点,因此
其铸造性能一般要比其他铝合金的好,其充型性能也好,热裂、缩松倾向比较小。
一般的形状简单的小芯制作时,通常要在芯中心位置扎出气孔,以利于芯中气体的排出。
浇注时砂芯里产生的气体经型芯出气孔排出到芯头部位后,应能顺利排到铸型以外,如排出不顺,仍然会经过芯头间隙进入型腔
,使铸件产生气孔缺陷。所以在芯头座上型芯出气孔的对应位置还应设置一气道,以保证砂芯内的气体能顺利排到型外。在制定
芯头部位排气措施时,不可忽视的一个因素是:要注意浇注时金属液通过芯头、芯头座之间的间隙进入砂芯气道,将气道封死,
使砂芯内的气体排不出去。
型腔上方最高位置要设置明出气口,放置出气口截面积总和要大于或等于内浇口截面积总值,以保证型腔内气体的排出畅通无阻
。
正确设计浇注系统,正确设计浇口杯的形状和尺寸,应尽量避免设计圆形的外浇口、圆形的浇口杯,因为这种浇口会产生漩涡。
直浇道下面应有浇口窝,横浇道设计应避免急转弯,应保证金属液平稳无冲击的充满型腔,消除浇注系统产生吸气和卷气的现象
。浇注时浇包口要尽量接近或对准浇口杯,要注意控制浇注液流的大小,使金属液不得出现飞溅、断流及涡流现象
